發那科數控加工中心G代碼類型
|
類別 |
含義 |
|
單步G代碼 |
只在被指定的程序段中才有效的G代碼 |
|
模態G代碼 |
直到相同組中的其他G代碼被指定之前有效的G代碼 |
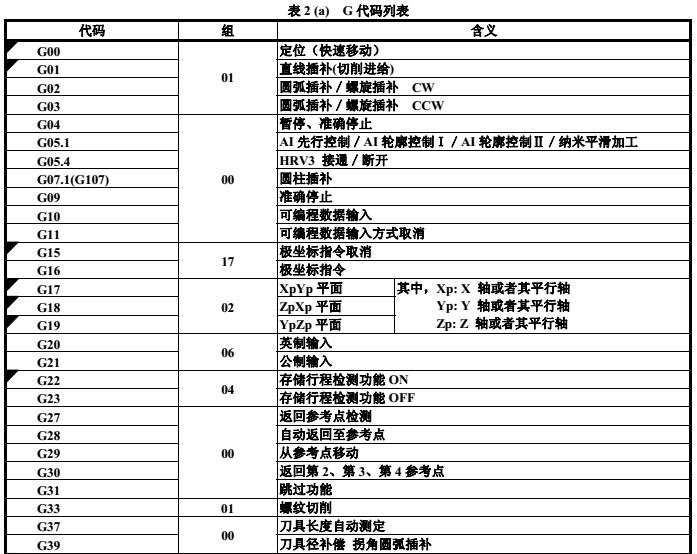
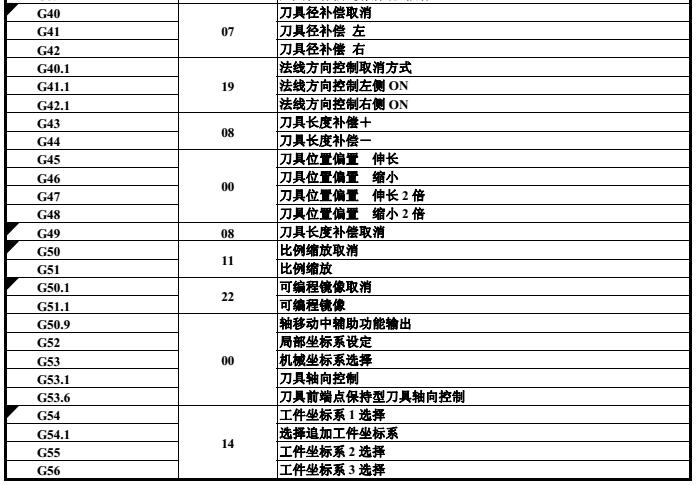
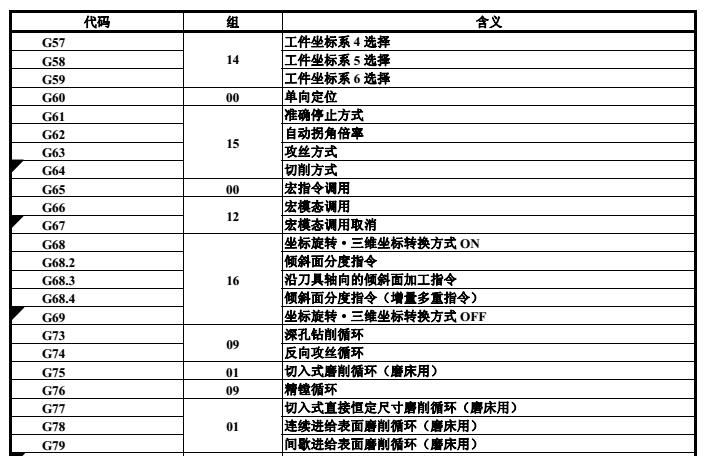
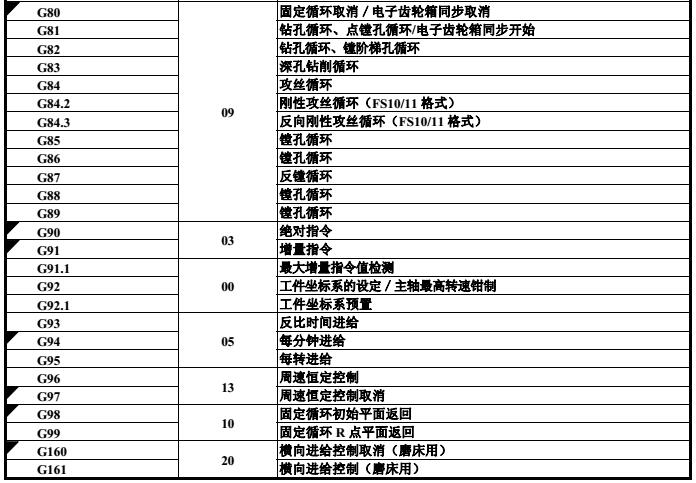
數控加工中心G代碼表
1、當接通電源或機床被復位時,如果機床進入清零狀態(參數CLR(No.3402#6) ).模態G代碼就成為如下狀態。
(1)表2中用指定的G代碼被激活。
(2)當系統由于接通電源或復位而清零時,G20和G21保持不變。
(3)可以用參數G23(No.3402#7)設定接通電源后是選擇G22還是選擇G23。在復位的清零狀態下,并不影響對G22或G23。
(4) G00和G01,可以根據參數G01(No.3402#0)設定處在哪個G代碼的狀態.
(5) G90和G91,可以根據參數G91(No.3402#3)設定處在哪個G代碼的狀態.
(6) G17、G18以及G19可以由參數G18(No.3402#1)以及參數G19 (No.3402#2)來設定處在哪個G代碼的狀態。
2、00組中的G代碼除GlO和Gll外,都是單步G代碼。
3、當指定的G代碼不在G代碼表中或沒有相對應的選項時,會有報警(PSOO10)顯示。
4、在相同程序段中可指定不同組的多個G代碼。
如果在相同程序段中指定了多個相同組的G代碼,則*后指定的那個G代碼有效。
5、在鉆孔用固定循環中如果指定01組的G代碼,則取消鉆孔用固定循環。也即,成為與指定了G80相同的狀態。
01組的G代碼不受用來指定鉆孔用固定循環的G代碼的影響。
6、G代碼顯示每組編號。
7、G60的組通過參數MDL(No.5431#0)來切換。(MDL=O:00組,MDL=1:01組)